15106358106

获知45#精密无缝钢管关键是运用高频率电流量的趋肤效应和相邻效用,使电流量集中精力在待焊旁边,进而能在百分之一秒時间内将其加温到电焊焊接溫度(1130-1350'C),随后在挤压成型辊的功效下开展工作压力电焊焊接。
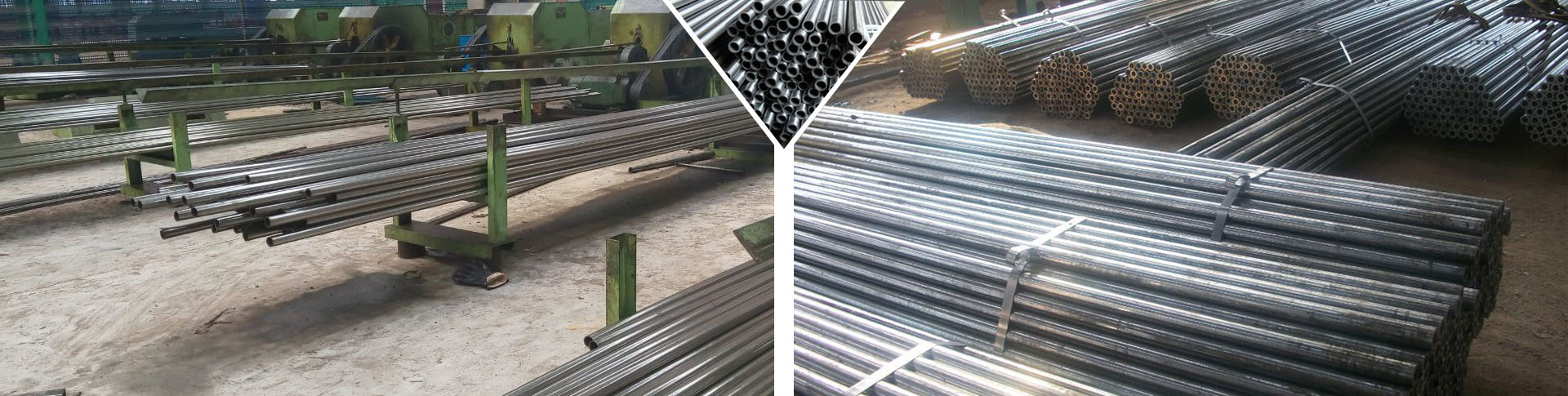
45#精密无缝钢管这类焊接工艺具备一系列优势:焊接热危害区小,加温速度更快,因此能进一步提高电焊焊接速率和焊接品质,并且能用没经酸洗钝化、抛丸和裁边的热轧带钢作胚料,另外可电焊焊接碳素钢、高合金钢和稀有金属管件,大幅度降低企业用电量。用一套自动焊机可出产各种各样 金属材料焊接钢管。对不一样的金属材料,只需相对地更改电焊焊接输出功率和电焊焊接速率。
45#精密无缝钢管高频焊接方式 ,依据向被焊接件防爆开关方法不一样,可分成传输防爆开关(触碰焊)和磁感应防爆开关(磁感应焊)二种。
45#精密无缝钢管要以一匝或多匝的磁感应陷阱在被焊的无缝钢管外,多匝的好用于单匝,可是多匝电磁感应线圈制做安裝比较艰难。电磁感应线圈与无缝钢管表层间隔钟头高效率较高,但非常容易导致电磁感应线圈与管件中间的充放电,一般要维持电磁感应线圈离无缝钢管表层有5~8 mm的间隙为宜。
45#精密无缝钢管选用磁感应焊时,因为电磁感应线圈不与厚钢板触碰,因此找不到损坏,其感应电动势比较平稳,确保了电焊焊接时的可靠性,电焊焊接时无缝钢管的工艺性能好,焊接整平,在出产如API等高精密水管时,大部分都选用磁感应焊的方式。选用传输防爆开关电焊焊接时,凭借2个触碰头(电级)2和3把高频率电流量传入精轧管1上。电焊焊接电流量沿精轧管焊缝两边穿过,并根据挤压成型辊5周边的焊缝两边会合点产生控制回路。在精轧管两边焊缝上的电流的方向是反过来的,因而,相邻效用使电流量集中化于焊缝的表层, 电流量頻率越高,电流量就会越集中化于其表层。特性阻抗器4提升了焊缝加温的集中化水平,由于它扩大了电流量围绕精轧管穿过的感抗。
45#精密无缝钢管选用这类焊接工艺时,触碰头可设定在离会合点不一样间距上(30-200mm)。精轧管健身运动时,触碰头可沿待焊边上边或下边拖动。触碰头从上边置放在待焊旁边的计划方案用到最广,由于选用这类计划方案能够 使电焊焊接设备构造简易靠谱。
上一篇: 纵缝电焊接是在精密无缝钢管对圆后开展,你需要知道的
下一篇: 40cr精密无缝钢管原产地销售
本网站优化关键词:精密无缝钢管,20#精密无缝钢管,45#精密无缝钢管,20cr精密无缝钢管,40cr精密无缝钢管,16mn精密无缝钢管,35crmo精密无缝钢管,42crmo精密无缝钢管,精密无缝钢管厂家
手机:15106358106 李经理 15553681371 王经理
地址:聊城市开发区蒋官屯姜韩工业园
山东聊城精密无缝钢管厂 版权所有 备案号:鲁ICP备16035573号-1
热门标签:精密无缝钢管 (65)精密钢管 (59)40cr精密无缝钢管 (18)35crmo精密无缝钢管 (17)精密无缝管 (13)20cr精密无缝钢管 (12)20#精密无缝钢管 (11)45#精密钢管 (11)45#精密无缝钢管 (9)精密管 (9) 更多