15106358106


造成 20#精密无缝钢管壁厚不匀的缘故及解决方式。
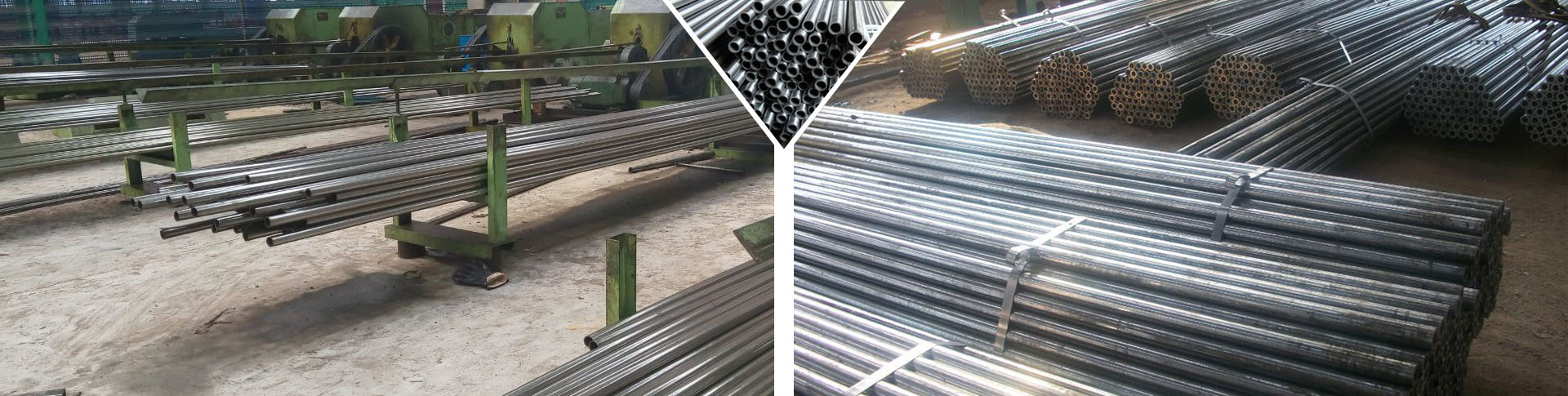
20#精密无缝钢管壁厚不匀关键反映为螺旋形壁厚不匀、平行线状壁厚不匀及头尾端厚度稍厚、偏薄等状况。连轧加工工艺调节的影响是造成 制成品壁厚厚不匀的关键要素。实际为:
一、螺旋形壁厚不匀对策:调节穿孔机冷轧分隔线,使两热轧带钢的倾斜角相同,按冷轧表给出主要参数调节轧管机。
二、平行线状壁厚不匀对策:
1、调节好芯轴预穿鞍座的高宽比、确保芯轴与毛管对中。
2、更换板孔及冷轧规格型号时要精确测量热轧带钢空隙,使具体热轧带钢空隙与冷轧表保持一致。
三、头、尾端壁厚不匀诱因:
1、20#精密无缝钢管前端开发切倾斜度、弯折渡过大、精轧管放心孔歪斜易导致20#精密无缝钢管头顶部壁厚不匀。
2、破孔时拓宽指数很大、热轧带钢转速比太高、冷轧不稳定。
3、穿孔机抛钢不稳定易导致毛管尾端壁厚不匀。
20#精密无缝钢管壁厚不匀的解决方式:
1、查验精轧管品质,避免 精轧管前端开发切倾斜度、压下量大,更换板孔或维修均应校准放心孔。
2、选用较低的破孔速率,以确保冷轧的可靠性和毛壁厚厚的匀称度。当热轧带钢转速比调节后,搭配的导盘也做相对调节。
3、关心导盘使用情况并提升对导盘地脚螺栓的查验幅度,减少导盘在轧钢时的晃动力度,确保抛钢平稳。
上一篇: 20#精密无缝钢管
下一篇:没有啦
本网站优化关键词:精密无缝钢管,20#精密无缝钢管,45#精密无缝钢管,20cr精密无缝钢管,40cr精密无缝钢管,16mn精密无缝钢管,35crmo精密无缝钢管,42crmo精密无缝钢管,精密无缝钢管厂家
手机:15106358106 李经理 15553681371 王经理
地址:聊城市开发区蒋官屯姜韩工业园
山东聊城精密无缝钢管厂 版权所有 备案号:鲁ICP备16035573号-1
热门标签:精密无缝钢管 (65)精密钢管 (59)40cr精密无缝钢管 (18)35crmo精密无缝钢管 (17)精密无缝管 (13)20cr精密无缝钢管 (12)20#精密无缝钢管 (11)45#精密钢管 (11)45#精密无缝钢管 (9)精密管 (9) 更多